Nederlands
Aanmelden
| Prijs | Negotiable |
| MOQ | 1 pc |
| Tijd om te bezorgen | 1-30 working days |
| Merk | Kingrail |
| Plaats van Oorsprong | CHINA |
| Certification | ISO |
| ModelNumber | Kr-tf-03 |
| Verpakkingsdetails | standaard de uitvoerpakket, of vanaf klantenverzoek |
| Betalingsvoorwaarden | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Leveringscapaciteit | 1000000ton |
| Brand Name | Kingrail | ModelNumber | Kr-tf-03 |
| Certification | ISO | Plaats van Oorsprong | CHINA |
| Minimumordehoeveelheid | 1 PC | Price | Negotiable |
| Betalingsvoorwaarden | L/C, D/A, D/P, T/T, Western Union, MoneyGram | Leveringscapaciteit | 1000000ton |
| Levertijd | 1-30 werkdagen | Verpakkingsdetails | standaard de uitvoerpakket, of vanaf klantenverzoek |
| Norm: | AISI, GB, ASTM, DIN | Het machinaal bewerken van Tolerantie | 0.005mm0.01mm0.1mm |
| Materiaal | Legering Steel/ASTM 148 | Proces | Heet Smeedstuk, Koud Smeedstuk, Warm Smeedstuk |
| Het vormen Stijl | Smeedstuk | Oppervlaktebehandeling | Het oppoetsen, het Plateren, Poederdeklaag, het Hete Galvaniseren, |
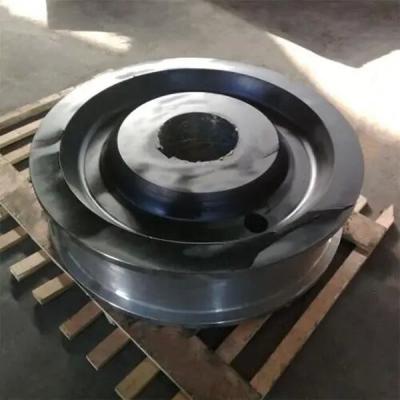
CNC die de Wielen machinaal bewerken die van de Aluminiumlegering de Norm van AISI smeden GB
Kenmerken van CNC die de Wielen machinaal bewerken die van de Aluminiumlegering de Norm van AISI smeden GB
De verwerkingseisen ten aanzien van dit product zijn zeer hoog. De temperatuur van de het machinaal bewerken workshop moet bij een constante temperatuur worden gehouden. Dit is hete verkoop in Duitsland, het UK, de V.S., enz. is er grootte van 21“ en 26“ now.and ontwikkelen en veroorzaken tegelijkertijd andere trein gesmede delen voor hen.
Het
reparatieproces
voor
het
bespuiten
tekorten
van
aluminiumlegering
zuivert
wielen.
Tijdens
het
terugkeren
van
producten
met
gebreken
naar
de
auto,
zijn
de
instortingstekorten
naar
voren
gebogen
om
voor
te
komen,
en
de
grenslijnen
zijn
niet
keurig
en
vlot,
wat
de
verdere
processtappen
beïnvloedt
en
tot
producttekorten
leidt.
De
algemene
behandelingsmethode
is
aan
strookverf
van
de
lijn
en
de
re-nevel.
Het
tarief
van
de
reparatiepas
is
laag,
veroorzakend
materieel
afval,
beïnvloedend
productievooruitgang,
verhogend
kosten,
en
verminderend
de
productieefficiency
van
ondernemingen.
Het
het
herstellen
proces
van
de
uitvinding
wordt
gekenmerkt
in
zoverre
dat,
voor
het
fijne
wiel
met
licht
desintegratietekort,
de
oppervlaktedeklaag
van
het
fijne
wiel
aan
de
verschijningsvereisten
van
het
product
kan
voldoen
door
het
heldere
poeder
direct
re-te
bespuiten,
en
dan
malend
en
na
het
genezen
op
te
poetsen.
Het
lost
het
probleem
van
nieuwe
die
tekorten
op
door
de
terugkeer
van
fijne
wielen
worden
veroorzaakt,
en
verbetert
zeer
de
deklaagefficiency
van
fijne
wielen.
Vergeleken
met
het
originele
proces
om
tekorten
te
behandelen
door
van
verf
te
ontdoen,
verlaagt
het
zeer
de
productiekost
van
wiel
het
schilderen
en
het
tarief
van
wieldesintegratie.
De
grondstof
is
T6-6061
(of
6082,
of
6110),
smeedt
het
hoofdproductieproces--Het
spinnen-Thermische
behandeling-CNC-Poederlaag
Wij
hebben
tien
jaar
van
ervaring
in
de
productie
van
gesmede
wielen,
geen
kwestie
in
het
vorm
en
prestatiesontwerp,
of
de
kwaliteit
van
het
productieproces,
zullen
wij
u
een
zeer
bevredigende
en
comfortabele
ervaring
geven.
U
kunt
met
ons
om
het
even
welke
ordevorm,
gepersonaliseerde
aanpassing,
of
bulkaankoop
volgens
de
behoeften
van
de
lokale
markt
bespreken,
en
wij
zullen
ons
beste
met
u
doen
samenwerken.
De methode van het het wielsmeedstuk van de aluminiumlegering omvat de volgende stappen: S10 die, die de spatie verwarmen, en de spatie verwarmen aan een vooraf ingestelde het smeden temperatuur; S20, die de verwarmde spatie plaatsen bij de eerste smeedstukpost van de lagere matrijzenassemblage, worden de hogere matrijs en de lagere matrijs van de eerste smeedstukpost naar beneden gericht en bewogen, en de hogere matrijs, de Huff-matrijzenring en de lagere matrijs werken met elkaar samen om het eerste smeedstukproces van de spatie te realiseren, en verkrijgen de eerste smeedstuk gevormde hub; S30, verplaatst de lagere matrijzenassemblage de tweede smeedstukpost naar het lagere deel van de hogere matrijs, dalen de hogere matrijs en de Huff-matrijzenring en werken met de lagere matrijs samen, en het tweede smeedstukproces wordt uitgevoerd op de eerste gesmede hub om de tweede gesmede hub te verkrijgen
Het het smeedstukproces van de aluminiumbar omvat de volgende stappen: het aluminiummateriaal wordt gezet in een het verwarmen oven, wordt de oventemperatuur verwarmd aan het smelten, wordt de aluminiumbar gesmolten, wordt de gesmolten aluminiumvloeistof genomen uit de oven, en gegoten in een vorm voor het drukken, met aluminium nadat de vloeistof wordt gekoeld, wordt de aluminiumvloeistof een aluminiumblok, zodat het gekoelde aluminiumblok uit de vorm wordt genomen, en dan is het aluminiumblok gesmeed. Het smeedstuk wordt uitgevoerd door te verwarmen en te slaan. , Herhaaldelijk, verwijder de rand van het geslagen aluminiumblok en herstel de vorm
Het het wielsmeedstuk van de aluminiumlegering het verwarmen apparaat omvat een basis, is de bovenkant van de basis vast geïnstalleerd met het opzetten van steunen, is de bovenkant van de basis vast geïnstalleerd die met een het voeden lijst tussen de twee het opzetten steunen wordt gevestigd, en de bovenkant van de basis is vast geïnstalleerd met de smeedstuklijst wordt gevestigd op de rechterkant van de het voeden lijst, is de bovenkant van de basis vast geïnstalleerd met de het leegmaken gevestigde lijst op de rechterkant van de smeedstuklijst, en het opzettende kader op de achtergevel wordt voorzien van een installatiegroef, en de elektrische schroefstaaf is vast geïnstalleerd in de installatiegroef. , wordt de outputschacht van de elektrische schroef threadedly verbonden aan een schroefnoot. Het automobiele het smeedstuk van de het wielhub van de aluminiumlegering het verwarmen apparaat lost het probleem op dat het bestaande automobiele wielhub het verwarmen apparaat ongelegen om is te gebruiken, en de werkbelasting van het personeel is groot, wat niet bevorderlijk voor de productie op grote schaal van automobiele wielhubs is. Geurgas, dat gemakkelijk de ademhalingsgezondheid van het omringen personeel beïnvloedt
Voor de wielenproductie, gebruiken wij multi-station het smeedstukapparaat van A voor een het wielhub van de aluminiumlegering, bestaand uit: een hogere matrijzenassemblage en een lagere matrijzenassemblage, worden de lagere matrijzenassemblage voorzien van een meerderheid van smeedstukposten, en de hogere matrijzenassemblage en de lagere matrijzenassemblage hebben een meerderheid van smeedstukposten. De smeedstukposten werken samen om een meerderheid van smeedstukprocessen te voltooien; waarin, de hogere matrijzenassemblage omvat: een hogere matrijzenplaat, wordt een hogere matrijzenzetel vast verbonden onder de hogere matrijzenplaat; een hogere matrijs wordt geschikt op de lagere oppervlakte van de hogere matrijzenzetel; een vormkader, dat onder de hogere matrijzenplaat en buiten de hogere vormzetel wordt geschikt; een de lentezetel, die tussen de hogere vormzetel en het vormkader worden geschikt, worden en de eerste terugkeerlente geschikt in de de lentezetel; een lossingsring, wordt die is het geschikt op buiten de hogere matrijzenzetel en met de lagere oppervlakte van de de lentezetel verbonden; een paar Huff-verdelende delen van de matrijzenring wordt symmetrisch geschikt aan beide kanten van het lagere deel van het vormkader, en elk van de Huff-verdelende delen van de matrijzenring wordt voorzien van Hough wijze, worden twee Hough wijzen gecombineerd om een Hough vormring te vormen, en een holte wordt gevormd tussen de Hough vormring en de hogere vorm
Met een matrijs van het het ontwerpsmeedstuk van de aluminiumlegering kleine, bestaand uit een hogere matrijs, uit een lagere matrijs en uit een uitwerperapparaat, is de hogere matrijs samengesteld uit een hoger malplaatje, is de lagere matrijs samengesteld uit een concave lagere matrijzenkoker en een hogere en lagere koker. De lagere matrijzenkern en de lagere steunende plaat worden geschikt in de concave lagere matrijzenkoker. De smeedstukholte wordt voorzien van een aanpassing gecombineerde pakking, de concave lagere matrijzenkoker, de lagere matrijzenkern, zijn de lagere steunende plaat en de gecombineerde pakking respectievelijk holle cilindrische structuren, en de uitwerper wordt verstrekt door het binnen centrum van de lagere vorm, wordt het het uitwerpen apparaat geschikt door het centrum van de lagere vorm en met de lagere vormkern en de lagere steunende plaat aangepast. Het gebruiksmodel voorziet een kleine vorm van de aluminiumlegering van kleine procesmarge, die kan zijn regelmatig demolded, en kan regelmatig zijn demolded en bleef in het geval van een geplakte matrijs worden veroorzaakt, die productiekost vermindert, productie en productiecyclus, verkort en goed het vormen effect heeft. Helling gesmede schuurmiddelen.
|
CNC
die
de
Wielen
machinaal
bewerken
die
van
de
Aluminiumlegering
de
Norm
van
AISI
smeden
GB
|
|
|
Hoofdproces
|
Materieel
Knipsel,
het
Materiële
Verwarmen,
het
Smeden,
Thermische
behandeling,
Blasting&Polishing,
CNC
het
Machinaal
bewerken
|
|
Materiaal
|
Aluminium,
Koolstofstaal,
Roestvrij
staalmessing,
DC53
of
als
klantenverzoek
|
|
Oppervlaktebehandeling
|
Geschoten/schuur
ontploffing,
het
Oppoetsen,
Oppervlaktepassivering,
Inleiding
het
Schilderen,
Poederdeklaag,
ED-Deklaag,
Chromaatplateren,
Zinkplateren,
Dacromat-Deklaag,
eindigen
schilderend
|
|
Toepassing
|
1.
Bouw:
opheffende
ankers
voor
geprefabriceerde
concrete,
sferische
hoofdankers
2. De automobielindustrie: zuiger, koppelstangen, nokken, nokkenassen, trapassen 3. Zware machines: Rotsbreker, graafwerktuigdelen 4. Energie: Aambeeld, poortklep, broncontrole EQP, bron EQP 5. Defensie: Zwarte ontvanger, de wachten van de aluminiumtrekker en ontvangers 6. Vrachtwagen: Cilinderkoppen, van de oliezinkput, van de koppelingshuisvesting, voor en achterrembeugels. |
|
Het
machinaal
bewerken
van
Proces
|
CNC
die
het
Draaien
Malen
het
Draaiende
Boring/Boren
machinaal
bewerken
Onttrekkend
het
Aansnijden
Uitborend
/Grinding/Honing
en
enz.
|
|
Het
machinaal
bewerken
van
Tolerantie
|
Van
0.005mm0.01mm0.1mm
|
|
Tekeningsformaat
|
jpg/.pdf/.dxf/.dwg/.igs.
/.stp/x_t
enz.
|
|
Testende
Machine
|
CMM,
Digitale
Hoogtemaat,
Beugel,
Gecoördineerde
Metende
Machine,
Projecter-Machine,
Ruwheidsmeetapparaat,
Hardheidsmeetapparaat
etc.
|
| Certificaat | ISO9001, Ce, TUV, SGS of als uw vereiste om test door de derde partij te doen |
| levertijd |
10-15
dagen
voor
steekproef,
35-40 dagen voor bulkorder |
| Verpakking | Triplexpallet, triplexdoos of vanaf uw vereiste |
| Kwaliteitscontrole | Geleid door ISO9001 Systeem en PPAP-Kwaliteitscontroledocumenten |
| De dienst |
De
warme
en
snelle
die
reactiedienst
door
de
beroeps
wordt
verleend
Het Team van de de uitvoerverkoop met de ervaring van vele jaren in de behandeling van de uitvoer naar de V.S., Europa, Japan en andere landen en regio's. |
Extra Productomschrijving van CNC die de Wielen machinaal bewerkt die van de Aluminiumlegering de Norm van AISI smeden GB
| Nauwkeurig in lezingstekeningen & Snel in levering & Nauwkeurige afmetingscontrole & de de kwaliteitscontrole & OEM van 100% Dienst & Strikte materiële inspectie & Snelle citaat & levertijdwaarborg | |
| 1. Productnaam: | De treinwiel van het zandafgietsel |
| 2. Materiaal: | Koolstofstaal, Legeringsstaal, Roestvrij staal, Grijs ijzer, Kneedbaar ijzer, Hoog Chrome-ijzer, Hoog Mangaanstaal |
| 3. Materiële Norm: | ASTM, AISI, ASME, SAE, N-F-EN, DIN-EN, ISO, EN VAN BS, SS, ENZ. |
| 4. Punten: | FOB- Ningbo of Shanghai, China |
| 5. Levertijd: | 30~40 dagen |
| 6. Plaats van oorsprong | Maanshan, China |
| 7. Software voor specificatietekeningen: | PDF, Autocad, Solidworks, JPG, ProE, enz. |
| 8. Hoofdproductiemateriaal: | Wasinjectie, CNC-machine-Centrum, Draaibank, Malenmachine, Boringsmachine, Boring Draaibank, Malende Machine, Thermische behandelingsoven. |
| 9. Thermische behandelingsmachine: | De netwerk-riem-oven, het Carbureren dooft Oven, Chamer-Oven, enz. |
| 10. Oppervlaktebehandeling: | Koude/Hete het Plateren, het Zwart maken van Zn Behandeling (Zoute Neveltest 48-96 uren), Ni-Plateren, Cr-Plateren, het Bespuiten Undercoat, Antiroestverf, Oppervlakteverf, Plastic Verf, Met een laag bedekt Antiroestwater, anti-Olie, enz. |
| 11. Oppervlaktethermische behandeling: | Het middelgrote Frekwentie en en, Olie, Water, Bui, Doven, Hoge Frekwentie die, enz. ontharden doven normaliseren doven doven doven carbureren. |
| 12. Afmetingsinspectie: | Beugels, Hoogte Laugue, Micrometerbeugels, Binnenbeugelmaat, Hoek en r-Maat, Drie coördinaten meetinstrument. |
| 13. Productiviteit: | 5000 PCs/jaar |
| 14. Verpakking: | Houten pakket na verplichte behandeling of andere |
| 15.They gebruiken voor mijnbouwmateriaal, Bouwmateriaal, Landbouwmachine en anderen. | |
| 16. Wij maken precisieafgietsel, investeringsafgietsel en Zand het gieten in Ningbo, China | |
| 17. Exportmarkten: De gietende delen van Portugal Grey Iron; Amerika, de gietende delen van U.S.A. United States Grey Iron; De gietende delen van Canada Grey Iron; het UK de gietende delen van Brazilië, Spanje Grey Iron; De gietende delen van Portugal Grey Iron; De gietende delen van Portugal Grey Iron; Van de delenspanje Espana Grey Iron van Spanje Grey Iron de gietende gietende delen; Van de delenportugal Grey Iron van Holandgrey iron de gietende gietende delen; Van de delenportugal Grey Iron van Danmarkgrey iron de gietende gietende delen; De gietende delen van Spanje Grey Iron | |
|
18. Wij kunnen met maat controleren: |
|