Nederlands
Aanmelden
| Prijs | Negotiable |
| MOQ | Negotiable |
| Tijd om te bezorgen | 1-30 working days |
| Merk | kingrail |
| Plaats van Oorsprong | CHINA |
| Certification | CB, ce, EMC, RoHS SABER |
| ModelNumber | 100mm |
| Verpakkingsdetails | standaard de uitvoerpakket, of vanaf klantenverzoek |
| Betalingsvoorwaarden | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
| Leveringscapaciteit | 50000/pc |
| Brand Name | kingrail | ModelNumber | 100mm |
| Certification | CB, ce, EMC, RoHS SABER | Plaats van Oorsprong | CHINA |
| Minimumordehoeveelheid | Overeen te komen | Price | Negotiable |
| Betalingsvoorwaarden | L/C, D/A, D/P, T/T, Western Union, MoneyGram | Leveringscapaciteit | 50000/pc |
| Levertijd | 1-30 werkdagen | Verpakkingsdetails | standaard de uitvoerpakket, of vanaf klantenverzoek |
| Materiaal | T6 Al legering 6061 6063 6082 6A02-Aluminiumbar | Productie | Smeedstuk |
| Gebruik | Spoorvoertuigen | diameter | 1001000mm |
| Bezit | New Energy | Sterkte | dalingsco2, kleiner autogewicht |
Gesmeed aluminium en het Gegoten Certificaat van RoHS van de Wielent6 Thermische behandeling
Gesmeed en het Gegoten inleiding van Aluminium Certificaat van RoHS van de Wielent6 Thermische behandeling
De
uitdrijvings
vormende
matrijs
van
de
wielhub
het
bewerken
omvat
een
grondplaat,
wordt
een
de
hub
lagere
matrijs
van
het
aluminiumwiel
geschikt
bij
de
centrale
as
bij
de
bovenkant
van
de
grondplaat,
en
de
vaste
kolommen
worden
vast
verbonden
met
beide
kanten
van
de
bodem
van
de
hub
van
het
aluminiumwiel
lager
sterven,
en
de
twee
vaste
kolommen
doordringen
zich
respectievelijk
de
grondplaat
en
het
Uitbreiden
tot
het
binnenland
van
de
grondplaat,
wordt
een
vaste
koker
vast
aangesloten
aan
de
centrale
as
bij
de
bovenkant
van
de
lagere
vorm
van
de
hub
van
het
aluminiumwiel,
worden
de
linkerzijde
en
de
rechterkanten
van
de
lagere
vorm
van
de
hub
van
het
aluminiumwiel
vast
verbonden
aan
de
zijvormen
van
het
aluminiumwiel
de
hub,
en
de
linkerzijde
en
de
rechterkanten
van
de
bovenkant
van
de
grondplaat
worden
vast
verbonden.
Er
zijn
vaste
platen.
Nadat
de
vloeistof
van
de
aluminiumlegering
wordt
gevormd,
wordt
de
hogere
vorm
van
de
hub
van
het
aluminiumwiel
bewogen
omhoog
door
de
telescopische
staaf
te
controleren,
en
is
gescheiden
van
het
vormende
materiaal,
en
dan
wordt
de
hydraulische
cilinder
geactiveerd
om
tot
de
twee
hub
van
het
aluminiumwiel
zijvormen
te
maken
zich
van
elkaar
verwijderen,
zodat
het
vormende
materiaal
kan
worden
genomen,
dat
het
probleem
van
traditioneel
het
probleem
van
het
moeilijke
demoulding
van
de
wielenstijgingen
van
de
aluminiumlegering
productieefficiency
oplost,
heel
wat
productiekosten,
bewaart
en
de
kwaliteit
van
gevormde
producten
verbetert
Hub die van het het aluminiumwiel van KINGRAIL de unieke het bewerken machinaal bewerken heeft de methode om veranderd de binnenkegeloppervlakte van de hub van het aluminiumwiel in het eerste proces van de hub van het aluminiumwiel te plaatsen en te centreren machinaal bewerkend proces, en de procesmethode van buitencirkel en eind en gezicht die centreren plaatsen goedgekeurd. Het bewerken van het plaatsende blok of het vaste klauwblok maakt het het machinaal bewerken proces van de hub van het aluminiumwiel redelijker, zijn plaatsen en centreren nauwkeuriger, is bewerken geschikt te vervaardigen, is de het plaatsen nauwkeurigheid beter, is het gekwalificeerde tarief van het product zeer beter, en de grotere economische voordelen worden veroorzaakt.
Gesmeed en het Gegoten productie van Aluminium Certificaat van RoHS van de Wielent6 Thermische behandeling
Een
matrijs
voor
een
de
hubsmeedstuk
van
het
aluminiumwiel,
met
inbegrip
van
een
eerste
grondplaat
en
een
tweede
grondplaat,
een
lagere
matrijs,
een
hogere
matrijs
en
een
lager
matrijzentussenvoegsel,
wordt
de
eerste
grondplaat
en
de
tweede
grondplaat
overlapt,
en
de
linkerzijde
en
de
rechterkanten
van
de
bodem
van
de
eerste
grondplaat
worden
threadedly
verbonden
daar
zijn
een
eerste
bout,
wordt
het
bovenste
gedeelte
van
de
tweede
grondplaat
vast
verbonden
aan
de
lagere
vorm
en
het
lagere
vormtussenvoegsel,
het
bovenste
gedeelte
van
de
lagere
vorm
en
het
lagere
vormtussenvoegsel
worden
verbonden
aan
de
hogere
vorm,
de
hogere
vorm,
de
lagere
vorma
holte
voor
zich
vormen
het
de
hubsmeedstuk
wordt
van
het
aluminiumwiel
gevormd
tussen
de
lagere
matrijs
en
het
lagere
matrijzentussenvoegsel.
Het
gebruiksmodel
wordt
voorzien
van
een
uitwerpingsmechanisme,
zodat
wanneer
het
duwhandvat
wordt
geduwd,
de
eerste
lange
staaf
wordt
bewogen
en
de
eerste
korte
staaf
om
zich
wordt
geduwd
te
bewegen,
zodat
de
tweede
korte
staaf
omhoog
wordt
bewogen
en
bewogen,
en
de
horizontale
plaat
omhoog
na
de
beweging
kan
worden
bewogen.
,
wat
de
uitwerperplaat
kan
toestaan
om
de
uitwerpingshandeling
uit
te
voeren,
die
voor
de
uitwerpingsverrichting
van
de
holte
van
het
smeedstuk
van
het
aluminiumwiel
geschikt
is,
zodat
het
uitwerpingseffect
beter
is.
Dit
omvat
het
voorbereiden
van
een
lage
dichtheidsmateriaal
met
gemalen
deeltjes.
Het
verstrekken
van
het
bindmiddel
aan
het
lage
dichtheidsmateriaal
laat
het
lage
dichtheidsmateriaal
toe
om
in
een
deegstaat
worden
gemengd.
De
wielkern
die
vorm
maken
wordt
verwarmd
aan
200°C
aan
350°C
en
het
lage
die
dichtheidsmateriaal
met
het
bindmiddel
wordt
gemengd
wordt
ingespoten
in
de
wielkern
makend
vorm.
De
kern
die
vorm
maken
is
gesloten,
wordt
een
druk
van
ongeveer
5
tot
20
bar
toegepast,
wordt
de
druk
gehandhaafd
1
tot
5
minuten
om
het
lage
dichtheidsmateriaal
te
genezen,
en
de
kern
wordt
gelost.
Zet
de
uitgeworpen
wielkern
op
een
het
afgietselvorm
van
het
aluminiumwiel
op.
De
het
afgietselvorm
van
het
aluminiumwiel
is
gesloten
en
een
druk
van
ongeveer
1
tot
2
bar
wordt
toegepast
en
wordt
het
aluminium
gesmolten
metaal
ingespoten.
Het
aluminiumwiel
wordt
dan
uitgeworpen
van
de
het
afgietselvorm
van
het
aluminiumwiel.
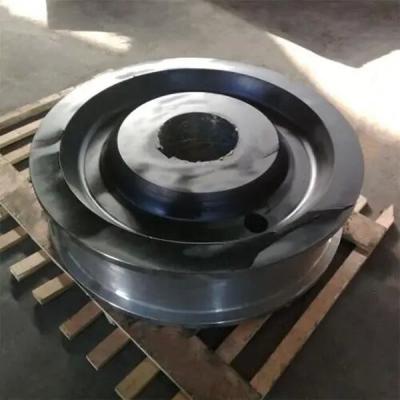
| Beschrijving | de smedende en gietende wielen met aluminiumlegering rijden hub machinaal bewerkend het bewerken T6 thermische behandeling |
| Type | De Delen van de spoorwegtrein |
| Toepassing | Industriële klep |
| Verwerking | Investering Casting+Machining+Grind |
| Materiaal | Legering/Aluminium/Roestvrij staal |
| Gewicht | 20Kg |
| Tolernace | Gecontroleerd door ISO 8062 ct4-6 |
| Ontwerpsteun | Pro-e, UG, SolidWorks, AutoCad, PDF |
| Kwaliteitscontrole | Materiaal, Afmeting, Prestaties, binnen tekorten, Saldotest |
| Norm | ASTM, DIN, JIS, ISO, GB-NORMEN |