



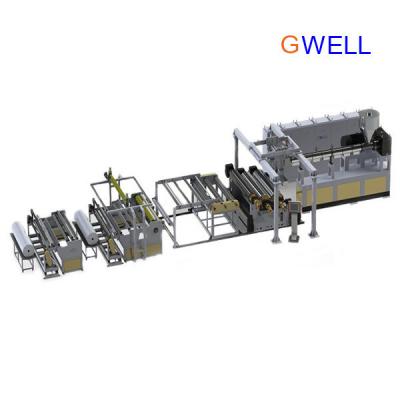
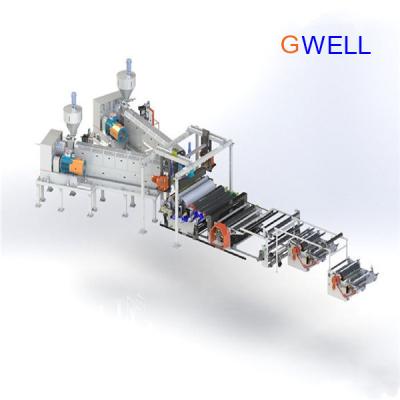
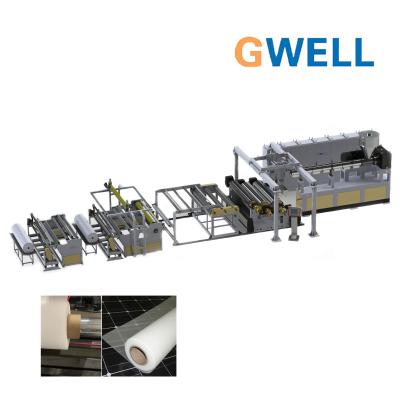
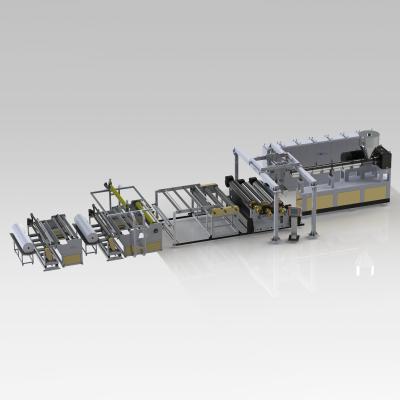
CHINA GWELL 2400 mm breed EVA zonnefilm extrusielijn met 300-700 kg/uutput en 16m/s maximale lijnsnelheid voor zonnepaneel inkapseling module inkapseling
Mar 03, 2026
1020 keer bekeken
Chat nu
Speciaal product "The Belt and Road" EVA Cast Film Extrusielijn voor inkapseling van zonnepanelen
Samenwerking tussen de fotovoltaïsche filmindustrie van EVA en de Belt and Road-landen bevordert de ontwikkeling van hernieuwbare energie
Als cruciaal onderdeel van fotovoltaïsche modules speelt EVA (ethyleenvinylacetaat) fotovoltaïsche film een essentiële rol bij het bevorderen van de ontwikkeling van hernieuwbare energie en het aanpakken van de klimaatverandering. De afgelopen jaren is de samenwerking tussen de EVA-fotovoltaïsche filmindustrie en de Belt and Road-landen steeds nauwer geworden, wat nieuwe kansen biedt voor de ontwikkeling van lokale hernieuwbare energie-industrieën.
Het Belt and Road Initiative heeft tot doel de regionale connectiviteit te versterken, de economische samenwerking te verbeteren, duurzame ontwikkeling te bevorderen en de toepassing en popularisering van schone energie te vergemakkelijken. Tegen deze achtergrond is de samenwerking tussen de EVA-fotovoltaïsche filmindustrie en de Belt and Road-landen een centraal punt geworden.
Ten eerste beschikken de Belt and Road-landen over overvloedige zonnebronnen, waardoor ze geschikt zijn voor de opwekking van zonne-energie. Bovendien worden deze landen geconfronteerd met een groeiende vraag naar elektriciteit. Omdat fotovoltaïsche folie van EVA een cruciaal materiaal is voor zonnepanelen, is de vraag naar dit materiaal ook dienovereenkomstig toegenomen. De samenwerking tussen Belt and Road-landen en EVA-leveranciers van fotovoltaïsche films kan voldoen aan de toenemende ontwikkelingsbehoeften in de duurzame energiesector.
Ten tweede faciliteert het Belt and Road Initiative de uitwisseling van technologieën en bevordert het de samenwerking tussen landen. De productie van EVA-fotovoltaïsche film vereist geavanceerde technologie en apparatuur. Sommige Belt and Road-landen bevinden zich echter nog in de beginfase van de ontwikkeling van hun fotovoltaïsche industrie, en hun technologische mogelijkheden zijn mogelijk beperkt. Door samenwerking met technologisch geavanceerde leveranciers van EVA-fotovoltaïsche films kunnen deze landen leren van geavanceerde productietechnieken en managementervaringen, waardoor de concurrentiekracht van hun lokale industrieën wordt vergroot.
Bovendien biedt het Belt and Road Initiative nieuwe investeringsmogelijkheden voor de EVA-fotovoltaïsche filmindustrie. Belt and Road-landen hebben de aanleg van infrastructuur en de ontwikkeling van energie nodig. Dit biedt meer mogelijkheden voor projectconstructie en investeringen in de EVA-fotovoltaïsche filmindustrie. Door grensoverschrijdende investeringen en samenwerking kunnen EVA-leveranciers van fotovoltaïsche films geavanceerde productieapparatuur en -technologieën introduceren in de Belt and Road-landen, waardoor de ontwikkeling van hernieuwbare energie samen wordt gestimuleerd.
Concluderend kan worden gesteld dat de samenwerking tussen de fotovoltaïsche filmindustrie van EVA en de Belt and Road-landen nauw met elkaar verbonden is en voor beide partijen voordelig is. Het Belt and Road Initiative ondersteunt de ontwikkeling van de fotovoltaïsche industrie door te voorzien in de marktvraag, de uitwisseling van technologie te bevorderen en investeringsmogelijkheden te bieden. Deze samenwerking voorziet de Belt and Road-landen van essentiële materialen en technologische ondersteuning die nodig zijn voor de ontwikkeling van hernieuwbare energie en stimuleert tegelijkertijd de mondialisering van de EVA-fotovoltaïsche filmindustrie.
Samenwerking tussen de fotovoltaïsche filmindustrie van EVA en de Belt and Road-landen bevordert de ontwikkeling van hernieuwbare energie
Als cruciaal onderdeel van fotovoltaïsche modules speelt EVA (ethyleenvinylacetaat) fotovoltaïsche film een essentiële rol bij het bevorderen van de ontwikkeling van hernieuwbare energie en het aanpakken van de klimaatverandering. De afgelopen jaren is de samenwerking tussen de EVA-fotovoltaïsche filmindustrie en de Belt and Road-landen steeds nauwer geworden, wat nieuwe kansen biedt voor de ontwikkeling van lokale hernieuwbare energie-industrieën.
Het Belt and Road Initiative heeft tot doel de regionale connectiviteit te versterken, de economische samenwerking te verbeteren, duurzame ontwikkeling te bevorderen en de toepassing en popularisering van schone energie te vergemakkelijken. Tegen deze achtergrond is de samenwerking tussen de EVA-fotovoltaïsche filmindustrie en de Belt and Road-landen een centraal punt geworden.
Ten eerste beschikken de Belt and Road-landen over overvloedige zonnebronnen, waardoor ze geschikt zijn voor de opwekking van zonne-energie. Bovendien worden deze landen geconfronteerd met een groeiende vraag naar elektriciteit. Omdat fotovoltaïsche folie van EVA een cruciaal materiaal is voor zonnepanelen, is de vraag naar dit materiaal ook dienovereenkomstig toegenomen. De samenwerking tussen Belt and Road-landen en EVA-leveranciers van fotovol
Leer meer →
-

EVA Solar Cell Encapsulation Film-Productielijn EVA Solar Film Making Machine
Bekijk details -
EVA Solar Film die de de naverkoopdienst maken van machineeva film production line quality
Bekijk details -
Poe goot de Machinepv van de Filmuitdrijving Poe van de Inkapselingsuitdrijving Filmmachine
Bekijk details -
POE Zonnepoe van de Filmproductielijn Film die Machinepv Comité het Verzegelen maken
Bekijk details -

0.5mm PV Inkapseling Eva Film Extrusion Line Used voor Zonnepaneel
Bekijk details -
EVA / POE Solar Photovoltaic Packaging Film Productielijn
Bekijk details -

High Linear Speed Solar Panel Encapsulation Film EVA/POE/EPE Productie Solar Film Extrusion Line Precision Thickness Control
Bekijk details





















