





Spoorwegdwarsbalken die Bandplaat voor Spoor op of Concrete Dwarsbalken bevestigen
May 18, 2022
302 keer bekeken
Chat nu
# Spoorwegdwarsbalken die Bandplaat bevestigen
# Concrete Dwarsbalken die Bandplaat bevestigen
Inleiding van Spoorwegdwarsbalken die het Gebruik van de Bandplaat voor Spoor op of Concrete Dwarsbalken bevestigen
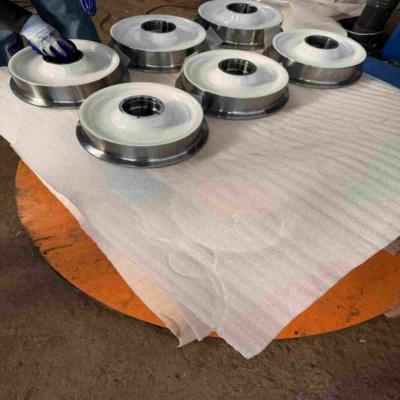
Een bandplaat, een grondplaat of de enige die plaat zijn een staalplaat op sporen tussen van een flens voorzien t-spoor en de dwarsverbindingen wordt gebruikt. De bandplaat verhoogt lagergebied en houdt het spoor om maat te verbeteren. Zij worden vastgemaakt aan houten banden door middel van aren of bouten door gaten in de plaat.
Materiaal: Staal, Q235, Q345
Oppervlakte: Geplateerde het zink, de Hete Gegalvaniseerde Onderdompeling, Vlakte, schilderden zwarte Deklaag,
Proces: Gestampt, het gieten
Kleur: Zelfkleur, zilver of anderen
Één of andere specificatie van het gieten van materiaal zoals hieronder:
Staalkwaliteit Punt
Koolstof
Mangaan
Fosfor
Zwavel
Silicium
Overblijvend element
C
Mn
P
S
Si
Cr≤0.35
ZG200-400
0,20
0,80
0,04
0,04
0,50
Cr≤0.35
ZG230-450
0,30
0,90
0,04
0,04
0,50
Ni≤0.30
ZG270-500
0,40
0,90
0,04
0,04
0,50
Mo≤0.20
ZG310-570
0,50
0,90
0,04
0,04
0,60
Cu≤0.30
ZG340-640
0,60
0,90
0,04
0,04
0,60
V≤0.05
1. Productie voor Spoorwegdwarsbalken die het Gebruik van de Bandplaat voor Spoor op of Concrete Dwarsbalken bevestigen
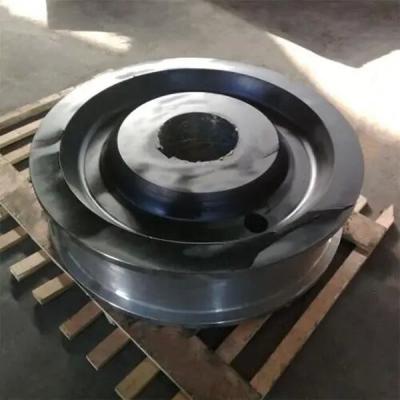
De steunende plaat van het spoorweggietijzer wordt geproduceerd door de verloren schuimmethode, en in een midden de frequentie elektrische oven van 60kg uitgesmolten. Tijdens het het gieten proces, wordt de vacuümgraad gehandhaafd bij 0,03 MPa, en de het gieten temperatuur is 1580°C. Zijn chemische samenstelling w is: 0.46%C, 0.23%Si, 0.59%Mn, 0.015%S, 0.024%P. Nadat het afgietsel in dozen wordt gedaan, wordt het geschoten vernietigd en dan onthard. Het thermische behandelingsprocédé is: het verwarmen temperatuur 850℃; holdingstijd 2h, die aan kamertemperatuur met de oven koelen (totale 12h).
2. Organisatorische analyse van de breuk van de OEM van het ijzerstootkussen Hete Smeedstuk Gesmede gietende Plaat van de Spoorwegband van Spoor het Vastmaken
Het lichaam wordt bemonsterd, en de zoals-gietvorm en de thermisch behandelde afgietsels worden gesneden afzonderlijk direct met een draadsnijmachine, en het middendeel wordt gesneden en in verscheidene 10mm×15mm metallographic steekproeven voorbereid. Neem de metallographic structuur met een metallographic microscoop waar. Het is de zoals-gietvormmicrostructuur. Men kan zien dat de zoals-gietvormstructuur van het afgietsel van de ijzer steunende plaat ferriet + pearlite + Widmanstatite is. Onder hen, is de Widmanstatite-structuur een ononderbroken netwerk, en een kleine hoeveelheid acicular Widmanstatten breidt zich in de kristalkorrels uit. De onderzoeksresultaten tonen aan dat wanneer de koolstofinhoud van gegoten koolstofstaal 0,3% overschrijdt, de Widmanstatten-structuur zal worden veroorzaakt wanneer de korrels ruw zijn. De belangrijkste factoren die de vorming van Widmanstatten-structuur beïnvloeden omvatten hoofdzakelijk: austenite korrelgrootte, het koelen tarief en chemische samenstelling. Deze Widmanstatten-structuur is bros. Daarom om de effectweerstand van het steunende plaatafgietsel te verbeteren, moet het door normaliserende of onthardende thermische behandeling worden geëlimineerd. De fabriek gebruikte oorspronkelijk onthardende thermische behandeling, die de microstructuur van de steunende plaatafgietsels na onthardende behandeling is, en er een hoop van lat-vormige Widmanstatite is. Men kan beoordelen dat de onthardende behandeling geen hoop van lat-vormige Widmanstatite elimineerde. Dientengevolge, veroorzaakte het bestaan van een hoop van lat-vormige Widmanite de steunende plaatafgietsels om te breken wanneer onderworpen aan effect na wordt onthard. Na zorgvuldige inspectie van het onthardende materiaal, vond men dat de het verzegelen prestaties van de onthardingsovendeur slecht waren, en het instrument van de temperatuurcontrole van de onthardingsoven was beschadigd. Procesvereisten.
3. Verbetering van OEM van het de productieproces van het ijzerstootkussen de Hete Smeedstuk Gesmede gietende Plaat van de Spoorwegband van Spoor het Vastmaken
Gebaseerd op de bovengenoemde analyseresultaten, worden de verbeteringsmaatregelen voorgesteld: de re-reparatie het onthardende materiaal, verbetert de het verzegelen prestaties van de onthardingsovendeur, en zorgt ervoor dat de temperatuur in de oven aan de procesvereisten voldoet. Na rectificatie, wordt het originele onthardende proces nog uitgevoerd, en de ongeschikte
Leer meer →
-

Spoorwegdwarsbalken die Bandplaat voor Spoor op of Concrete Dwarsbalken bevestigen
Bekijk details -
Ronde voertuigwielen van gesmeed gelegeerd staal voor ultieme corrosiebescherming in zwart of zilver
Bekijk details -

Thermische behandeling Gesmede ODM van de de Wielent6 Materiële 0.01mm Tolerantie van de Aluminiumlegering
Bekijk details -
0.005mm Tolerantie smeedde Opgepoetste Aluminiumwielen voor Lichte Autoodm
Bekijk details -

42CrMo de materiële Wielen 150HB van het Staalspoor voor hallo ODM van het Spoormateriaal
Bekijk details -

De Vrachtwagenwielen van het legerings Materiële Aluminium, Gesmeed 6061 T6-Wiel 1000mm Diameter 20Kg
Bekijk details -

Gesmede het Spoorwielen van de Koolstofstaalspoorweg 1050mm voor Voortbewegingsmetro ODM
Bekijk details





















